连接温度对扩散焊接塑性变形的影响?连接温度T越高,扩散系数愈大,金属的塑性变形能力愈好,连接表面达到紧密接触所需的压力愈小。但是,加热温度受到再结晶、低熔共晶和金属间化合物生成等因素的影响。因此,不同材料组合的连接温度,应根据具体情况,通过实验来选定。从大量实验结果看,连接温度大都在0.5~0.8Tm(母材熔...
了解详情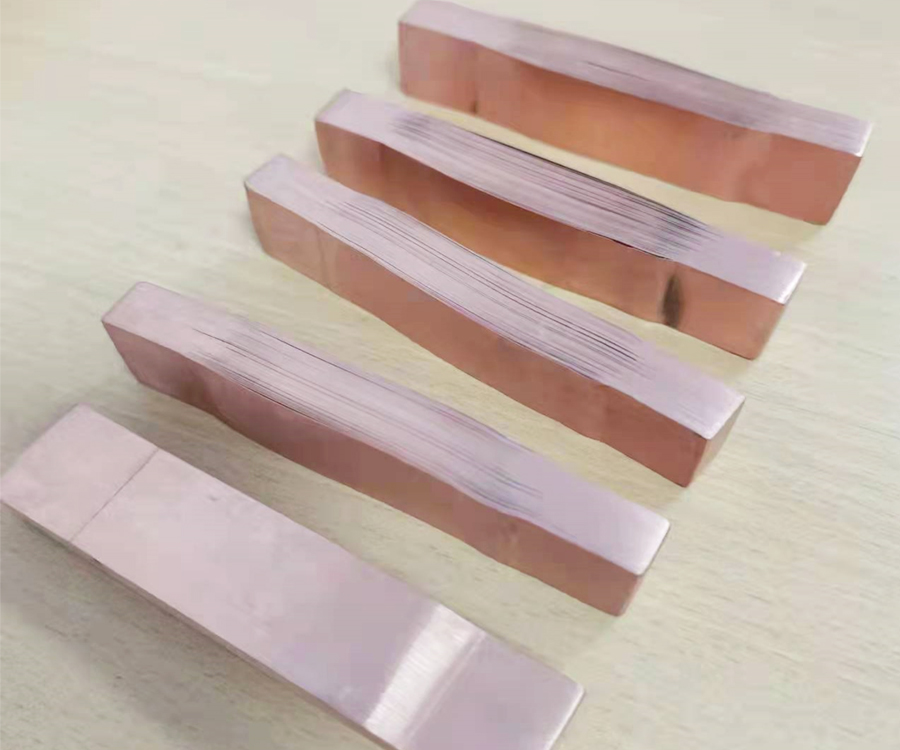
高分子扩散焊机广泛应用于新能源汽车,航空航天、电力电工、开关柜、母线槽等行业。主要生产行业急需的母线伸缩节和软连接导电带产品,可实现软母排、软母排与硬母排、硬母排之间的扩散焊接。该设备结构合理,操作简单,使用安全,节约能源。...
了解详情
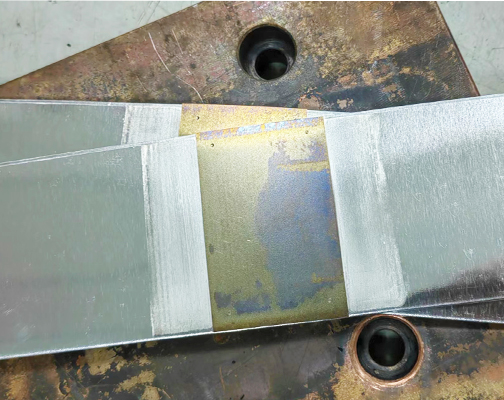
苏州宽焊自动焊接设备软连接焊接样品集合啦——公司扩散焊设备可焊接铜铝箔,铜排软连接、母线槽、新能源镍片焊接、铜与铝、铜与镍、铝与镍等多种金属材料,无需焊料、无痕焊接,焊接产品外观平整光滑。欢迎有需求的客户朋友们来电咨询。...
了解详情
铜铝扩散焊方法与铜铝钎焊方法有什么不同?铜铝扩散焊是将焊件紧密贴合,在一定温度和压力下保持一段时间,使接触面之间的原子相互扩散形成联接的焊接方法。影响扩散焊过程和接头质量的主要因素是温度压力扩散时间和表面粗糙度。焊接温度越高,原子扩散越快焊接温度一般为材料熔点的0.5~0.8倍。根据材料类型和对接头质量的要...
了解详情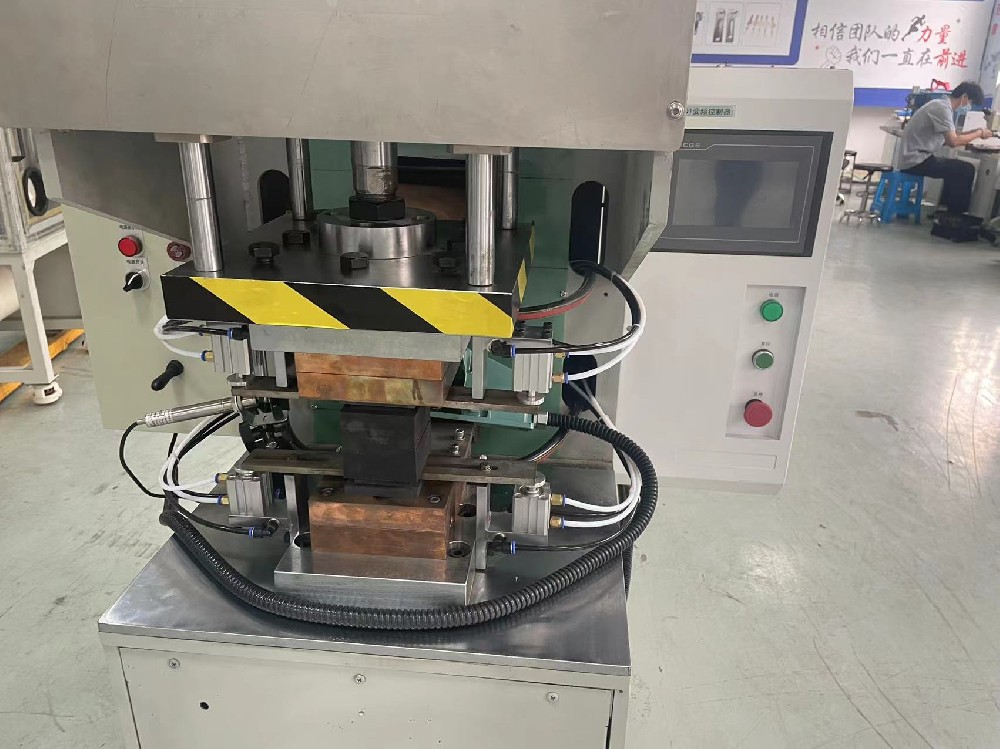
很多客户在选购焊接设备的时候,不清楚选用哪种焊接方式,现在苏州宽焊带大家了解下高分子扩散焊的应用范围:高分子扩散焊,即高分子扩散焊机,简称扩散焊,可实现铜箔、铝箔等的多层焊接,该设备主要生产新能源电瓶、电力、化工、冶炼行业急需的母线伸缩节和软连接导电带产品,可实现软母线、软母线与硬母线、硬母线之间的...
了解详情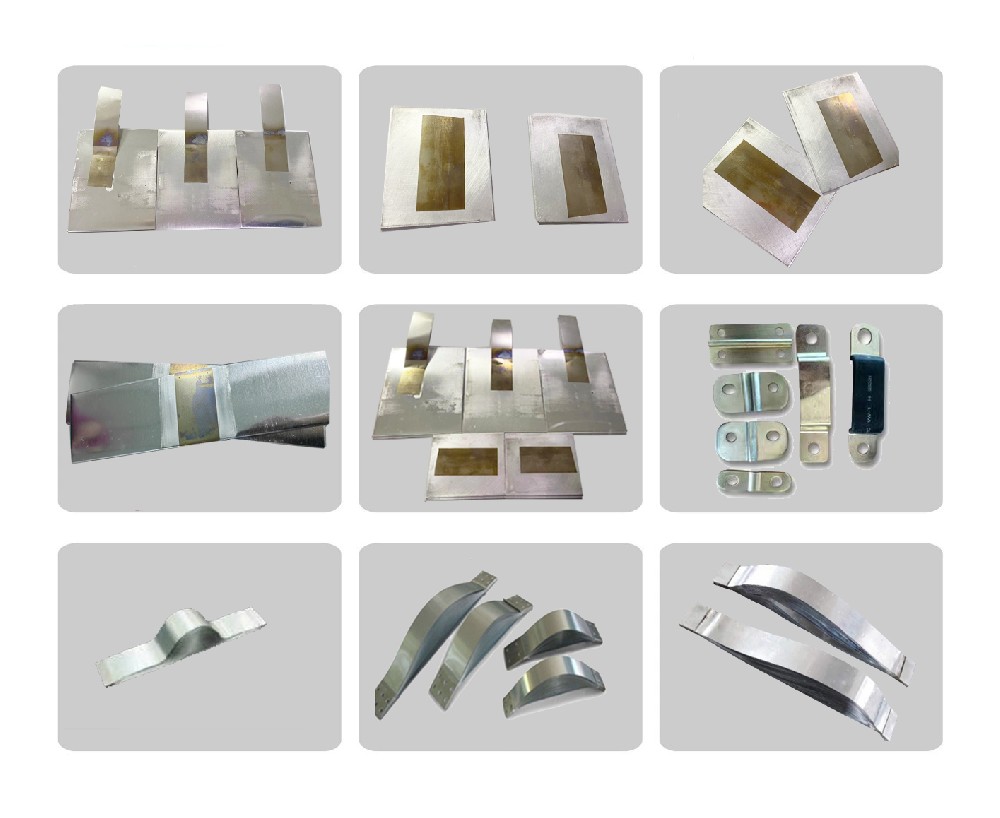
钛镍扩散焊脆性相的形成在扩散焊过程中,由于被焊材料之接触处固溶体的局部过饱和可能会产生新相(金属间化合物)的“核”,然后新相的核不断扩大,变成间断的金属间化合物的“岛”,小“岛”不断扩大而连成一体,形成连续的新相层,当金属间化合物尚未形成连续层时,对接头的力学性能影响不大。当形成一定厚度的连续层时,...
了解详情
连接压力较温度和时间对接头性能的影响相对较小。当连接压力较小时,被焊材料表面只有少量微观凸起发生物理接触,且塑性变形小,提供的变形能也很少,故焊合率较小,接头强度不高。当压力增加到0.05MPa时,有效接触面积和变形能力增加,中间层与母材间隙减小,界面原子扩散加快,接头强度较高。但当压力过大时,连接的过程中...
了解详情
随着扩散焊越来越广泛使用,那么真空扩散焊工艺具有哪些特点呢?1、焊接过程是在完全没有液相或仅有极小过渡相参加下,形成接头后再经过扩散处理的过程。使其成分和组织完全与基体一致,接头内不残留任何铸态组织,原始界面完全消失。因此能保持原有基金属的物理,化学和力学性能。2、扩散焊由于基体不过热或熔化,因此几乎...
了解详情
扩散焊接头质量存在的缺陷及检测方法:存在的缺陷:未熔合、未焊透、裂纹及变形等;检测方法:1、采用着色、荧粉或磁粉探伤检测表面缺陷2、采用真空、压缩空气及煤油实验检查气密性3、采用超声波、X射线探伤检测接头的内部缺陷目前超声波成像无损检测在扩散焊接头检测方面取得了初步的成果,有待于进一步研究,为扩散焊应用...
了解详情

在线客服
![新闻中心-[宽焊自动焊接设备]](/style/images/long.png)
 客服1
客服1 